Vydáno 19. 6. 2008, autor redakce
English translation of article can be found on WatchUSeek.com.
Výlet do Glashütte
Nomos sídlí v německém městečku Glashütte, které je od Ústí nad Labem vzdáleno vzdušnou čarou necelých 30 km. Z Prahy se můžete vypravit autem nebo vlakem. My jsme zvolili cestu vlakem EuroCity. Cesta se dvěma přestupy na německé straně byla velmi pohodlná. Malebný výhled na krajinu kolem Labe, moderně zařízené a čisté vlaky Eurocity a německých lokálek se postaraly o velmi příjemné cestování. Nevýhodou je poněkud vyšší cena. Zpáteční jízdenka pro jednu osobu z Prahy do Drážďan stála necelých 1100 Korun, na německé straně jsme zaplatili za osobu dalších 10EUR. Po třech hodinách cesty jsme plní energie a dobré nálady dorazili cíle naší cesty.
Návštěva továrny
Návštěva továrny je pro člověka zvyklého na "kancelářskou" práci vždy zajímavým zážitkem. Pokusíme se Vám tento zážitek trochu přiblížit pomocí fotoreportáže. Protože fotografií je veliké množství, reportáž bude rozdělena do dvou částí. V první části se zaměříme na samotnou výrobu součástek hodinových strojků, ve druhé části pak na sestavení strojků a kompletaci celých hodinek. Fotografie jsme se snažili neupravovat, aby vynikl skutečný pracovní den ve výrobě, včetně hrníčků od kafe, papírových poznámek i humoru zaměstnanců, kterým si krátí pracovní dobu.
Tento pohled se Vám naskytne při vstupu do výroby. Úzkostlivá čistota, plno nezvyklých hučících strojů. V dáli soustředění lidé.

Průvodce výrobou nám dělal člověk nejpovolanější - pan Thierry Albert, konstruktér a vývojář. Navzdory kariérním úspěchům se jedná o velmi milého a přátelského člověka. Pan Thierry je původem Francouz, tedy gurmán, pohodář a kupodivu i příznivec českých filmů a českého jazyka. Mezi jeho nejzdařilejší počiny v oblasti hodinařiny patří patentovaná konstrukce ukazatele datumu a rezervy nátahu.

Většina součástek kalibru se vyrábí frézováním z mosazných koleček, která jsou vyseknuta z mosazného pásu.

Na obrázku je vidět vyfrézovaný tříčtvrteční můstek strojku. Ale nepředbíhejme...
Frézování jednotlivých součástek se provádí pomocí CNC strojů. Stroj obrábí několik součástek najednou. Obráběcí proces musí být chlazen kapalinou, aby nedocházelo k zahřívání materiálu i nástroje a následně k jejich deformaci.


Po ukončení obrábění jsou jednotlivá měděná kolečka ručně očištěna od zbytků materiálu proudem vzduchu a přístroj je připraven na zpracování další dávky. Na obrázku můžete vidět vzduchovou čistící pistoli.

Obrábění pomocí CNC strojů není jedinným druhem obrábění. Na obrázku je vidět přístroj pro obrábění vyjiskřováním. Po shlédnutí tohoto stroje jsme začali mít silné pochybnosti o dostatečné vybavenosti továrny Nomosu dámskými toaletami. Není divu, že v době návštěvy byl přístroj mimo provoz:-)

Frézováním se vyrábějí i poměrně malé součástky.

Další fází výrobního procesu je oddělení vyfrézovaných dílů z měděného kolečka a začištění dílů. Začištění se provádí ručně pomocí malých pilníčků, brusek, vzduchových pistolí a třeba i zubního kartáčku. Výsledek musí být dokonalý i při zvětšení hodinářskou lupou.


Stejně jako v každé výrobě, i zde jsou pracovníci specializovaní na jednotlivé operace. Při roční produkci více jak 10 tisíc hodinek projdou denně rukama hodinářů stovky součástek. Většina práce hodináře se odehrává na ploše několika málo čtverečních centimetrů. Strojky mají zřídkakdy větší průměr jak 3 cm. V pozadí obrázku si všimněte velkých oken. Dostatek kvalitního světla je nezbytnou podmínkou pro jakoukoliv jemnou mechanickou práci.

Hodinové strojky jsou osazeny rubínovými ložisky. Na obrázku je vyfocen lis sloužící k osazení ložisek. Pracovní postup je jednoduchý. Rubíny se nasadí na spodní matici. Do horní části lisu se usadí můstek, do kterého mají být kameny vloženy. Lis následně stlačí matici oproti nasazenému můstku a můstek je osazen ložisky.

Pro jeden strojek se používá několik velikostí ložisek. Jednotlivé rubíny jsou uloženy v miskách.
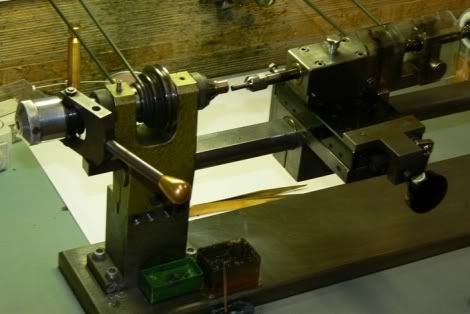
Některé součástky je nutné následně dále strojově opracovat. Společně s moderními počítačem řízenými stroji nalezneme ve fabrice i přístroje staré 30 a více let. Poctivě vyrobený soustruh či bruska při správné péči odolá desítkám let pravidelného denního provozu. Po pádu komunismu byly tyto hodinářské stroje prodávány za pár marek. Dnes je naopak velmi těžké původní výrobní zařízení sehnat. Podobnou situaci zažil i český výrobce hodinek značky Prim.


Nomos vyrábí také kalibry a hodinky pro klenotnickou firmu Wempe. Na obrázku vidíte vzorně seřazené základny kalibru Theta (CW 1). S tímto kalibrem se setkáme dále v druhé části reportáže.


Čistota prostředí je pro výrobu hodinek klíčová. U Nomosu tento problém řeší nejen čističkami vzduchu, ale i oddělenými budovami pro samotnou výrobu a následné sestavení strojku i hodinek.

Tento přístroj podobný horkovzdušné troubě slouží pro laserové vypalování nápisů na dýnku hodinek.



Ruční způsob začišťování a leštění součástek pomocí smirkového papíru. Součástky se upnou do držáku a jezdí se s nimi po smirkovém papíře. Oproti smirkovým papírův v železářství jsou tyto kvalitou i cenou o několik tříd výše.

Bruska pro tzv. sluneční výbrus na natahovacích kolečkách. Jak vypadá sluneční výbrus na natahovacím kolečku můžete vidět na dalším obrázku.

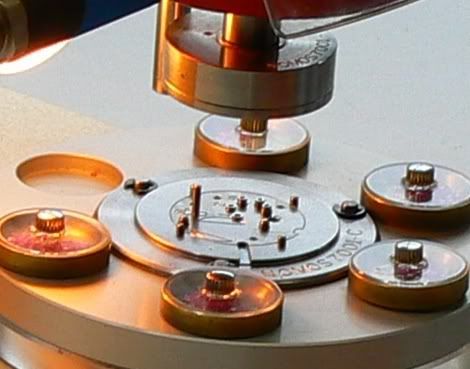
V hodinářských továrnách zpravidla platí - čím větší stroj, tím menší součástky vyrábí. Stroj na dalších fotografiích vyrábí čepy pro ozubená kolečka. Délka čepu se pohybuje kolem 2-3mm a průměr čepu v desetinách milimetru. Aby bylo možné součástky po výrobě prohlédnou a zkontrolovat, je nutné použít zařízení podobné mikroskopu.



Poslední operací, kterou v tomto dílu popíšeme je zdobení povrchu strojků perličkovým výbrusem. Na následujícím obráku je vidět detail perličkového výbrusu. Jedná se o kruhový, vzájemně se překrývající výbrus.

A zde je bruska pro perličkové zdobení. Bruska zdobí kalibry v sériích a je řízena počítačem.


Pohledem na budovu Nomosu zvanou "Chronometrie" se s Vámi pro tentokrát loučíme a za 3 týdny se můžete těšit na druhou část této reportáže.

Autoři:
Text a fotografie: Martin Šafránek

je krásné,že na jednom kalibru můžou být tři druhy výbrusu a nic se nerozpadne 🙂 ….. díky za reportáž
:-DDDDD
Diky za krasnou reportaz, v zivote jsem nic takoveho nevidel a popravde ani nedovedl predstavit, uz ted se tesim na pokracovani.
Jste normální sadisti!!! Až za tři týdny??? 🙁
Díky za zajímavé a poučné počtení 🙂
Výborná reportáž, díky za ni.
Zajímalo by mě taky jak vypadá technický výkres pro sestavování strojku, nemáte náhodou foto? 🙂
Těším se za tři týdny na pokračování.
P.S. Co jste měli za hodinky na ruce Vy, schválně? 🙂
Taky dekuju, doufam ze se mi tam taky podari se v lete mrknout. Safi nasel tedy nahradu za Seiko? Myslim ze tahle parta si to zaslouzi. 😉
To Ubik – Měl jsem Stowa Antea KS, manželka dámská Seika a Martin W. měl Precisty Italien
To Klobadysek: Seiko nakonec zůstává, ale spíše ty starší modely
Skvělá reportáž, super fotky. Už se těším na další část. 🙂
Pěkná reportáž. Pouzdra si dělají sami nebo je berou od SUG?
Pouzdra si nevyrabeji sami. Jdou na to presne opacne nez ostatni vyrobci, kteri si v lepsim pripade vyrabi pouzdra sami ale strojky kupuji. Nomos si nechava vyrabet pouzdra, ale strojky si navrhuje a vyrabi vlastni 🙂
Velmi zajímavé čtení, díky. Těším se na další pokračování, bravo safi!